Downloads
-
RT Expo 2026 Jun 4, 2026
Road Transport Exhibition - 30th June to 2nd July 2026
-
Winnard Quality Control Reminder Flyer Nov 16, 2023
Does you parts supplier check the quality of the parts being supplied ?
-
Product Awareness - BRAKE DISCS - Winnard in the Box Oct 13, 2023
Expecting WINNARD in the box ? Make sure it has WINNARD on the box.
-
Winnard Braking History Nov 14, 2019
BMMO D9 Bus fitted with Winnard Brake Discs 1958




-
Exhibition News - RT EXPO June 2025 May 22, 2025
Exhibition News - RT EXPO June 2025
-
Exhibition News - Automechanika Frankfurt Sept 2024 Jul 9, 2024
-
Exhibition News - RT EXPO June 2024 May 9, 2024



-
WINNARD BSi - ISO 9001 2015 Certificate Oct 15, 2024
FS 696782 - Expires 2027-08-08

-
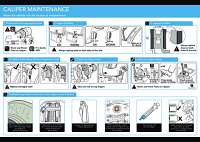
Winnard Brake Caliper Maintenance Guide 2022 Dec 6, 2022
Good Brake Caliper maintenance can help prevent expensive repairs
-
Product Quality Awareness - BRAKE DISCS - Quality is in the Detail Nov 28, 2022
NOT ALL BRAKE DISCS ARE THE SAME
-
Winnard - Brake Disc News - DAF LF design upgrade Jan 28, 2020
New ABS retention design for DA1051 / DA1052 / DA1054 & DA1060


-
FAG-Complete-Hub-Assemblies Jan 31, 2022
NEW TO RANGE FAG HUB ASSEMBLIES
